|
mennyiségű gázt kell áramoltatni, például egy
kapcsolt ciklusú földgáztüzeléses erőműben akár 5 millió mN3/h-nyit
is. A CO2-tartalom függ az alkalmazott fűtőanyagtól és
technológiától. A kapcsolt ciklusú földgáztüzelésű erőművekben
jellemzően 3% a CO2 a füstgázban.
Az égetés utáni CO2-befogásra a
legkedveltebb jelenlegi eljárások aminokat alkalmaznak. Ezek a
legnagyobb oldóképességűek, legszelektívebbek, legkisebb az
energiaigényük, összehasonlítva más technológiákkal. Az abszorpciós
eljárások iparilag is elterjedtek (pl. a UOP Amine Guard FS eljárását
több mint négyszáz üzemben alkalmazták 2000-ben (UOP, 2000), ám még
nem valósították meg olyan kapacitással, amilyet az erőművi alkalmazás
igényelne. Az aminos CO2-befogás végén jellemzően 99,9%-nál
tisztább CO2-t kapunk 50 kPa túlnyomáson.
Az égetés utáni CO2-befogásra három
eljárást alkalmaznak kiterjedten:
A Kerr–McGee/ABB Lummus Crest-eljárással koksz- és
kőszéntüzelésű kemencék füstgázaiból nyerik ki a CO2-t
15−20%-os vizes monoetanol-amin (MEA) oldatot alkalmazva. A legnagyobb
üzem két párhuzamos egységgel naponta 800 t CO2-t fog be.
A Fluor Daniel ECONAMINE Plus eljárása 30%-os vizes
MEA-oldatot használ olyan inhibitorral, amely oxigén jelenlétében
megakadályozza a szénacél korrózióját. 320 t CO2/nap
kapacitásig számos üzemben alkalmazzák az élelmiszeriparban és
karbamid gyártásához.
A Kansai Electric Power Co. és a Mitsubishi Heavy
Industries KEPCO/MHI eljárása sztérikusan gátolt aminokat alkalmaz, és
Malajziában egy karbamidüzemben működik. Inhibitorok vagy adalékok
nélkül kis oldószerfogyást értek el, napi 200 t CO2-t
fogtak be, ami egy 10 MW-os porszéntüzelésű erőmű füstgázának felel
meg.
Az aminos üzemeknek versenytársa jelentkezett
2009-ben. Az Alstom cég az American Electric Power mountaineeri (West
Virginia) erőművében üzembe helyezte az első hűtött ammóniát alkalmazó
CO2-befogó egységét (Chilled Ammonia Process – CAP). A két
eljárást hasonlítjuk össze a 3. táblázatban.
Az abszorpciós CO2-befogás energiaigénye
jelentős. A széntüzelésű erőművek esetében 20−25%-kal, míg
földgáztüzelés esetén mintegy 15%-kal nő a fűtőanyagigény a CO2-befogás,
-komprimálás következtében.
A hidrogéngyártáshoz használnak adszorpciós
eljárásokat is a CO2 szintézisgázból történő
eltávolítására. Füstgázokból CO2 kinyerésére még nem
dolgoztak ki ipari eljárást.
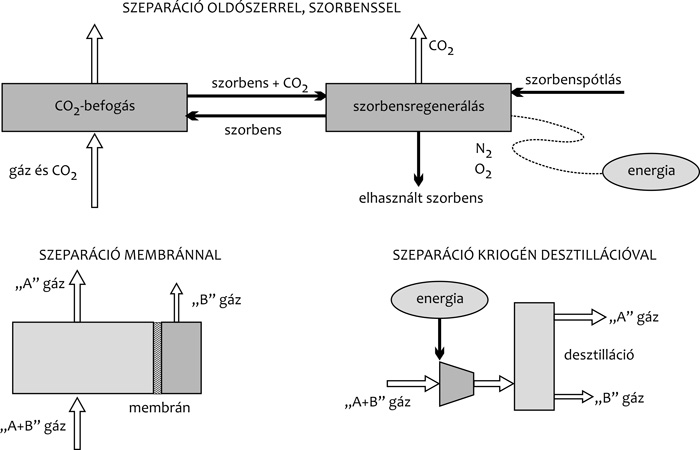
Membránokat használnak a CO2
eltávolítására földgázból nagy nyomáson és nagy CO2-tartalom
mellett. A füstgázok alacsony nyomásúak, és a kis
parciálisnyomás-különbség miatt kicsi a hajtóerő a membrános
eljárásokhoz. A jelenlegi ipari membránok esetében nagyobb
energiaigény lép fel, és kevesebb CCO2O2 távolítható el,
mint az aminos eljárások esetében.
Az oxigénes égetés elemeit az alumínium-, vas- és
acéliparban, valamint az üvegiparban használják. A legfontosabb
elválasztási lépést, a levegő szétválasztását ipari méretekben
alkalmazzák.
Erőművi kazánok és olajfinomítói kemencék
felújításának vizsgálata azt mutatta, hogy ezekben műszakilag
versenyképes költségek mellett az oxigénes égetés megoldható. Az
oxigénnel működő kazánok esetében módosítani kell az égőket, új
oxigénbefúvató rendszert kell kiépíteni, akárcsak új
füstgáz-recirkuláltató rendszert is, külön ventilátorral. Ezek
viszonylag olcsón megoldhatók, és a változtatások hatására nő a kazán
hatásfoka a forró füstgázok recirkuláltatása miatt.
2010 januárjában helyezték üzembe Lacq-ban
(Délnyugat-Franciaország) a Total-Air-Liquide CCS üzemét, amelyben
oxigénnel elégetett földgázból nyert szén-dioxidot sajtolnak kimerült
földgázmezőbe.
A CO2 égetés előtti befogását korábban
aminos vagy kálium-karbonátos abszorpcióval végezték, ma is sok ilyen
üzem működik. A korszerű eljárások nyomásváltós adszorpciót (PSA)
alkalmaznak, amelyek 99,999%-os tisztaságú hidrogént állítanak elő, de
a kevéssé tiszta (40−50%-os) szén-dioxidot kiszellőztetik az
atmoszférába. Ezért ha CO2-befogást akarnak végezni, akkor
a füstgázokból valamilyen abszorpciós módszerrel ki kell a
szén-dioxidot nyerni, vagy a PSA-módszert alakítják úgy, hogy a tiszta
hidrogén mellett tiszta CO2 és füstgáz legyen a művelet
három terméke.
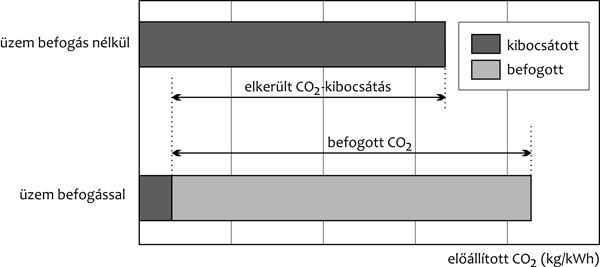
Erőművekben égetés előtti CO2-eltávolítást
még nem alkalmaztak. A számítások azt mutatják, hogy a földgáz alapú,
kapcsolt ciklusú gázturbinák hatásfoka 56%-ról 48%-ra
csökkenne (fűtőértékre számolva), amennyiben égetés előtti CO2-befogást
alkalmaznának. A gázturbinás kapcsolt ciklusok esetében a termikus
hatásfok javulása várható, ami 2020-ra akár a 65%-ot is elérheti. Ez
azt jelentheti, hogy akkor a CO2-befogással épített ciklus
hatásfoka megegyezne a mai befogás nélküli ciklus hatásfokával.
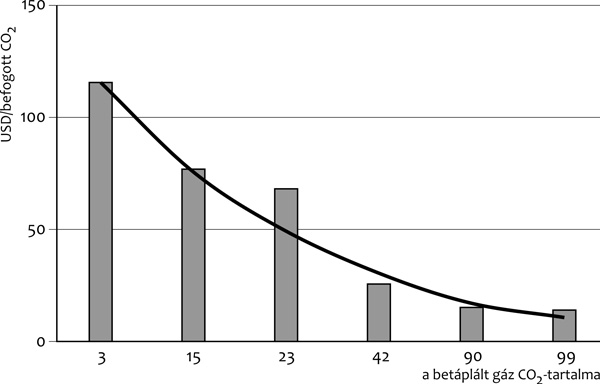
A CO2-befogás költsége erősen függ a CO2-tartalmú
gáz összetételétől (3. ábra)
(Thambimuthu, 2003b). Ha a CO2-tartalom 3%-ról 99%-ra nő, a
COCO22-befogás költsége tizedére csökken. Az aminos
mosással ezek az értékek elérhetők.
A CO2-t a szállításhoz elő kell
készíteni (Thambimuthu, 2003a). El kell távolítani a víztartalmát,
hogy megakadályozzák a csővezeték korrózióját. A CO2 erősen
lehűl a nyomáscsökkenés hatására. A szállítást cseppfolyós vagy
szuperkritikus állapotban végzik 80 bar feletti nyomáson, általában
110 bar körül.
A CO2 szállítása
A CO2 csővezetéki szállítását az Egyesült Államokban
megoldották. Több mint 2500 km-nyi csővezetéket építettek ki, amelyen
évi 50 millió tonnányi természetes eredetű CO2-t
szállítanak az EOR-projektekhez, főleg Texasba. Az alkalmazott
nyomások 10 és 80 MPa közöttiek (1 Pa = 10-5 bar).
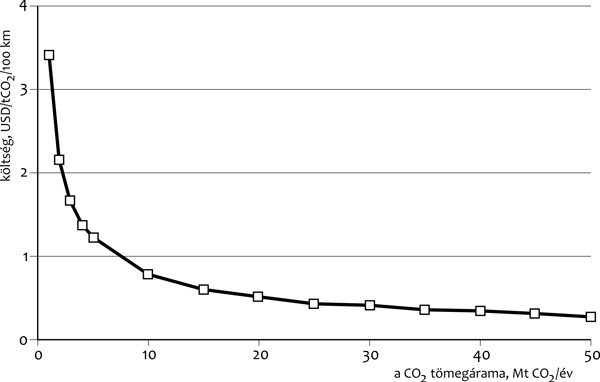
A CO2 szállításának költsége erősen függ
a szállított mennyiségtől (4. ábra). Míg
0,1 Mt/év esetében egy tonna szén-dioxidot 100 km-re 13 USD-ért lehet
csővezetéken szállítani, 5 millió tonna/év esetében ez az érték már
csak 1,1 USD, de 50 Mt/év esetében csak fél dollárba kerül egy tonna
CO2 szállítása 100 km-re (Thambimuthu 2003a; Herzog−Golomb,
2004).
A CO2 tárolása
A CO2 tárolására legalkalmasabbnak a geológiai tárolást
tartják. Ennek három lehetősége ismert: olaj- és gázrezervoárokban,
mély, sós formációkban és bányászhatatlan kőszéntelepekben.
Jelenleg négy CCS-projekt működik ipari méretekben
(Audus, 2007; Statoil, 2007). Mindegyik közel egymillió tonna CO2-t
tárol évente. Ez durván egyetlen 500 MWe-os szénerőmű által évente
kibocsátott 3 millió tonna CO2 befogásának felel meg.
A működő és beruházás alatt álló CO2-befogó
és -tároló projekteket megvizsgálva megállapíthatjuk, hogy a sikeres
CCS-hez az alábbiak szükségesek:
• olcsó, nagy mennyiségű és tartósan hozzáférhető
CO2-forrás;
• a CO2-forrás és tárolóhely közelsége,
vagy a CO2 megfelelő kezeléséhez szükséges infrastruktúra
közelsége, hogy a CO2-szállítás költségeit csökkenteni
lehessen;
• megfelelő tárolóhely;
• ha a projekt EOR-ral is összeköthető, a pénzügyi
feltételek jelentősen javulnak, különösen, ha a CO2-emisszió
csökkentésének pénzügyi mechanizmusait is lehet alkalmazni.
Kulcsszavak: szén-dioxid-befogás, harmadlagos kőolaj-kitermelés,
abszorpció, szén-dioxid-szállítás, szén-dioxid-tisztítás
IRODALOM
Audus, Harry (2007): Carbon Capture and
Storage (CCS). Workshop on Energy Efficiency and CO2 Reduction. Ho Chi
Minh City, Viet Nam, 12–14 Mach 2007. •
WEBCÍM >
Herzog, Howard J. − Golomb, Dab (2004):
Carbon Capture and Storage from Fossil Fuel Use. In: Cleveland,
Cuttler J. (ed.): Encyclopedia of Energy. Elsevier, New York, 277–287.
A szöveg más forrásból: •
WEBCÍM >
IPCC (2005): IPCC Special Report on Carbon
Dioxide Capture and Storage. Cambridge University Press •
WEBCÍM >
Sarofim, Adel (2007): Oxy-fuel Combustion:
Progress and Remaining Issues. International Oxy-Combustion Research
Network, Windsor, CT, 25–27 January 2007. •
WEBCÍM >
Statoil (2007): Snøhvit - ny
energihistorie i kalde nord (Snøhvit, The World’s Northernmost LNG
Project) •
WEBCÍM >
Thambimuthu, Kelly (Kailai) (2003a):
Canadian CC&S Technology Roadmap and CO2 Capture & Transport. •
WEBCÍM >
Thambimuthu, Kelly (Kailai) (2003b): CO2
Capture and Storage Technology Roadmap. •
WEBCÍM >
UOP (2000): Amine GuardTM FS Process. •
WEBCÍM >
Wittemann Co. (2007): Typical Food Grade
Carbon Dioxide Specification. •
WEBCÍM >
|